
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Kacang Penghemat Waktu
Selama pemasangan, mur penjepit yang menghemat waktu akan mengubah bentuk lembaran logam di sekitarnya, sehingga menciptakan interlock mekanis yang kuat. Xiaoguo® adalah pemasok terpercaya yang memproduksi baut, mur, dan sekrup.
Model:QIB/IND CLA
mengirimkan permintaan
Deskripsi Produk
Untuk memasang mur clinching yang menghemat waktu, Anda memerlukan mesin press yang kompatibel—bisa berupa hidrolik, pneumatik, atau servo-listrik—dengan kontrol tonase yang baik, ditambah perkakas yang dibuat dengan benar (satu set pelubang dan cetakan). Pukulan tersebut mendorong mur secara langsung, mendorongnya ke dalam lembaran logam yang dipasang di atas rongga cetakan pendukung. Cetakan yang dirancang dengan baik memungkinkan material mengalir secara terkendali ke bagian pengikat mur. Menjaga kekuatan tetap stabil dan semuanya selaras sangatlah penting. Jika Anda tidak menggunakan tenaga yang cukup, clinch akan menjadi lemah. Gunakan terlalu banyak karena dapat merusak mur atau lembarannya. Dan Anda tidak perlu melakukan pra-thread terlebih dahulu.
Skenario yang Berlaku:
Mur pengikat yang menghemat waktu banyak digunakan dalam industri yang perlu menyatukan lembaran logam secara efisien. Anda dapat menemukannya di mobil—untuk panel bodi, braket, bagian sasis. Mereka juga ada di bidang elektronik, seperti penutup, rak, dan unit pendingin. Sistem HVAC juga menggunakannya, dalam saluran dan unit. Peralatan, beserta rangka dan rumahnya, lemari telekomunikasi, furnitur, dan penerangan—semuanya menggunakan mur Clinching yang Menghemat Waktu.
Pekerjaan apa pun yang membutuhkan tiang berulir yang kuat dan dapat diandalkan yang mencuat dari lembaran logam (dan duduk rata) bekerja dengan baik dengan mur pengikat yang menghemat waktu. Ini menggantikan mur las yang besar atau pengencang yang longgar, membuat desain dan manufaktur menjadi lebih sederhana.
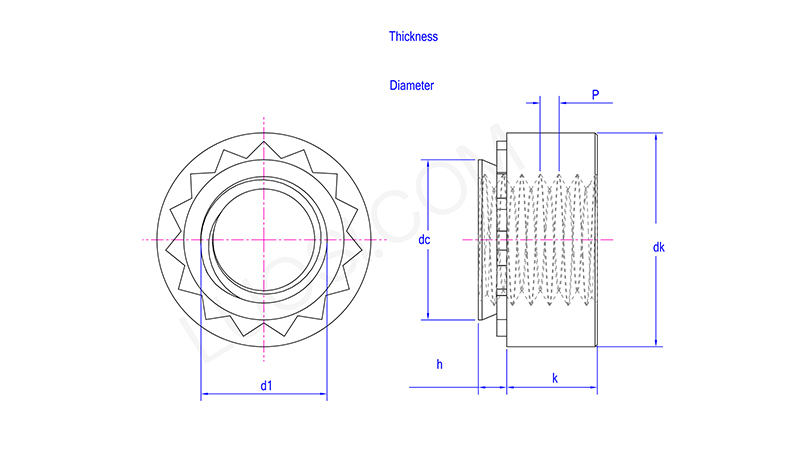
| Senin | 256-0 | 256-1 | 256-2 | 348-0 | 348-1 | 348-2 | 440-0 | 440-1 | 440-2 | 440-3 | 632-0 |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| d1 | #2 | #2 |
#2 |
#3 |
#3 |
#3 |
#4 |
#4 |
#4 |
#4 |
#6 |
| DC maks | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
| Diameter lubang pemasangan min |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
| Diameter lubang pemasangan maks |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| min | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| dk maks | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| jam maks | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| h pembuat kode | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| k maks | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| k menit | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
| Tebal pelat pemasangan min |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
Perawatan anti karat:
Kacang ini sering kali mendapat perawatan permukaan untuk membantunya menahan karat dan terlihat lebih baik. Yang umum termasuk pelapisan seng—pelapisan seng-nikel bening, kuning, atau hitam, Geomet® (lapisan anorganik non-elektrolitik), dan pasivasi untuk baja tahan karat. Lapisan tersebut harus tahan terhadap tekanan tinggi dari proses pengikatan tanpa terkelupas.
Tag Panas: Kacang Clinching Hemat Waktu, Cina, Produsen, Pemasok, Pabrik
Kategori Terkait
Kacang segienam
Kacang Persegi
Mur Flensa Segi Enam
Mur pengunci
Tutup Kacang
Kacang Berlubang Segi Enam
Pasang Mur dengan Tangan
Kacang Bulat
Kacang Hub
T-kacang
Kacang Buluh
Kacang Lainnya
mengirimkan permintaan
Jangan ragu untuk memberikan pertanyaan Anda dalam formulir di bawah ini. Kami akan membalas Anda dalam 24 jam.








